


The Foundational Principles of Additive Manufacturing
At its core, additive manufacturing operates on a deceptively simple yet profoundly powerful principle: constructing objects layer by painstakingly thin layer. This contrasts sharply with conventional manufacturing techniques, such as machining, molding, or forging, which are largely subtractive or formative. In subtractive manufacturing, a desired shape is carved out of a larger block of material, often leading to significant material waste. Formative processes, like injection molding, rely on molds and dies to shape material, which can be costly and time-consuming to produce, especially for complex geometries or small production runs.
The additive manufacturing process begins with a digital 3D model, typically created using Computer-Aided Design (CAD) software. This digital blueprint is then sliced into hundreds or thousands of ultra-thin cross-sectional layers by specialized software. Each of these 2D slices represents a specific cross-section of the final object. This layered data is then fed into an additive manufacturing machine, which precisely deposits, fuses, or cures material according to the instructions for each layer. The process repeats, building up the object from the ground up, until the final three-dimensional structure is complete.
This fundamental layer-by-layer approach unlocks several inherent advantages:
- Geometric Complexity: Additive manufacturing excels at producing intricate geometries, internal structures, and complex organic shapes that are impossible or prohibitively expensive to create with traditional methods. This includes lattice structures, internal channels, and interlocking parts.
- Material Efficiency: By adding material only where it is needed, additive processes significantly reduce material waste compared to subtractive techniques. This can lead to substantial cost savings, particularly with expensive or specialized materials.
- Customization and Personalization: The digital nature of additive manufacturing makes it ideal for producing highly customized or personalized products on demand. Each part can be unique without incurring additional tooling costs.
- Rapid Prototyping and Iteration: The ability to quickly translate a digital design into a physical object accelerates the design-test-iterate cycle, drastically reducing product development times.
- Tooling-Free Production: Since parts are built directly from a digital file, there is no need for costly and time-consuming molds, dies, or specialized tooling, making small batch production economically viable.
Understanding these foundational principles is key to appreciating the disruptive potential of additive manufacturing. It’s not merely a new way to make things; it’s a paradigm shift that redefines what is possible in design and production, paving the way for innovations that were previously unimaginable.
Diverse Technologies: Exploring the Main Additive Manufacturing Processes

While the core principle of layer-by-layer construction remains consistent, the specific methods by which material is added vary significantly across different additive manufacturing technologies. Each process utilizes distinct material forms, energy sources, and building mechanisms, making them suitable for different applications and materials. Understanding these distinctions is crucial for selecting the optimal technology for a given manufacturing challenge.
Material Extrusion (e.g., Fused Deposition Modeling – FDM)
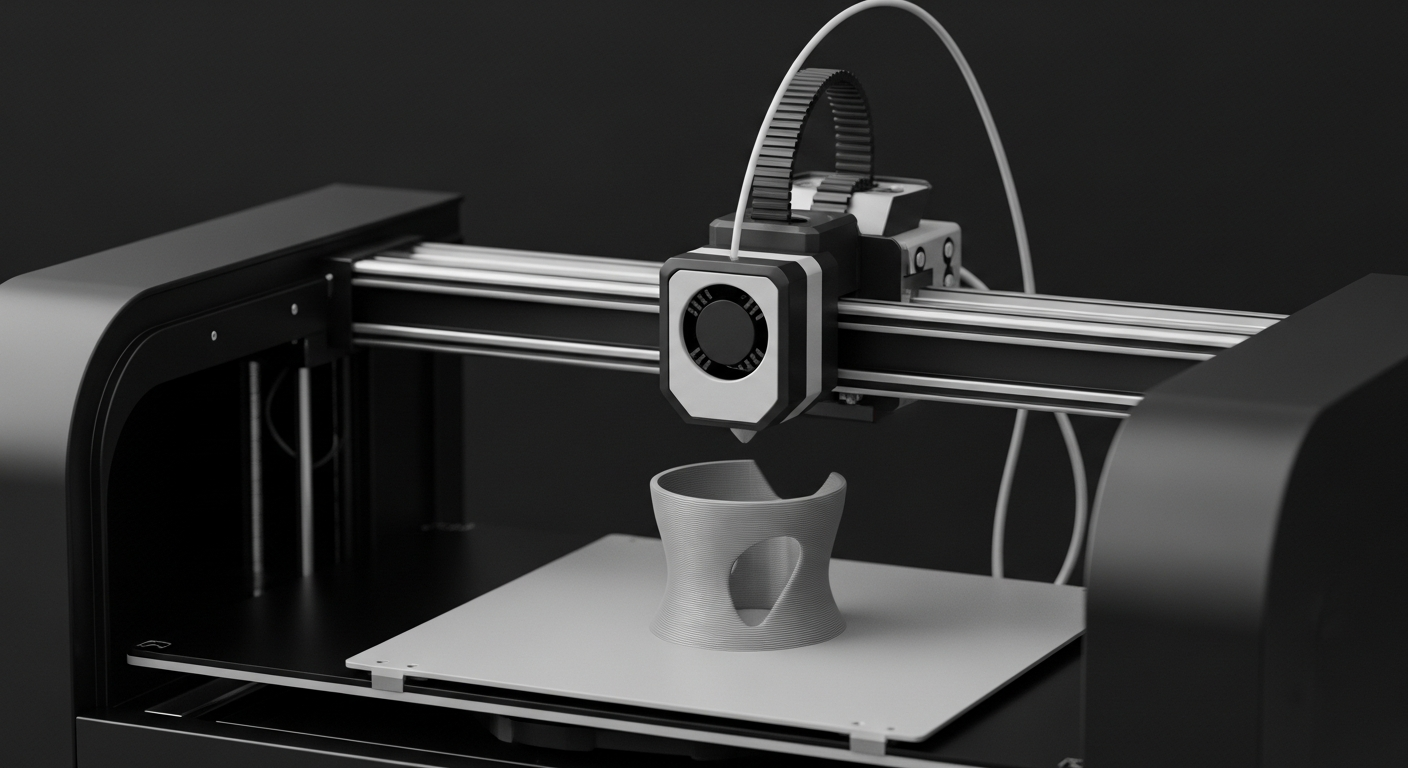
Material Extrusion, most famously represented by FDM (and its open-source counterpart FFF), involves melting a thermoplastic filament and extruding it through a heated nozzle onto a build platform. The nozzle moves along the X and Y axes, depositing material layer by layer, which solidifies upon cooling. A new layer is deposited on top of the previous one, fusing together.
- Materials: A wide range of thermoplastics like PLA, ABS, PETG, Nylon, and even some composites.
- Applications: Prototyping, functional parts, jigs and fixtures, educational models, end-use parts in low-stress environments.
- Advantages: Relatively low cost, wide material availability, ease of use.
- Disadvantages: Layer lines, anisotropic properties, slower for large parts.
Vat Photopolymerization (e.g., Stereolithography – SLA, Digital Light Processing – DLP)
Vat Photopolymerization technologies use a liquid photopolymer resin that cures (solidifies) when exposed to a specific wavelength of light.
- SLA: A UV laser selectively traces each layer in a vat of resin, curing it. The build platform then moves down, and a new layer is traced.
- DLP: Uses a digital light projector to flash an entire layer’s image at once, curing it much faster than SLA for individual layers.
- Materials: Various photopolymer resins with properties mimicking thermoplastics, elastomers, or even ceramics after post-curing.
- Applications: Highly detailed prototypes, jewelry, dental models, medical devices, master patterns for casting.
- Advantages: Excellent surface finish, high resolution and accuracy, ability to create intricate details.
- Disadvantages: Limited material choice (resins), parts can be brittle without post-curing, requires post-processing (washing, UV curing).
Powder Bed Fusion (e.g., Selective Laser Sintering – SLS, Selective Laser Melting – SLM, Electron Beam Melting – EBM)
Powder Bed Fusion processes use a heat source to selectively fuse powdered material layer by layer.
- SLS: A laser sinters (fuses without fully melting) polymer powder particles together. Unfused powder supports the part, eliminating the need for separate support structures.
- SLM/DMLS: A high-power laser fully melts metal powder particles, creating fully dense metal parts.
- EBM: Uses an electron beam in a vacuum chamber to melt metal powder, offering high power and speed, particularly for reactive metals.
- Materials:
- SLS: Nylons (PA11, PA12), TPU, PEEK.
- SLM/DMLS: Stainless steels, titanium alloys, aluminum alloys, cobalt-chrome, nickel alloys.
- EBM: Titanium alloys, cobalt-chrome.
- Applications:
- SLS: Functional prototypes, end-use parts, complex geometries, custom jigs and fixtures.
- SLM/DMLS/EBM: Aerospace components, medical implants, high-performance industrial parts, tooling inserts.
- Advantages: High strength-to-weight ratio (metals), complex geometries, no support structures needed for SLS, excellent material properties.
- Disadvantages: High equipment cost, post-processing for metal parts (heat treatment, surface finishing), material handling challenges.
Material Jetting (e.g., PolyJet, MultiJet Modeling)
Similar to an inkjet printer, Material Jetting systems deposit droplets of a photopolymer or wax-like material onto a build platform. A UV light source then immediately cures these droplets. Support material is also jetted and easily removed post-print.
- Materials: Photopolymer resins, often in multiple colors and varying durometers (hardness).
- Applications: Highly detailed prototypes, realistic models with multiple colors and textures, medical models, overmolding prototypes.
- Advantages: Full-color printing, multi-material capabilities, smooth surface finish, high accuracy.
- Disadvantages: Parts can be brittle, higher material costs, limited material choice compared to FDM.
Binder Jetting
Binder Jetting uses a liquid binding agent selectively deposited onto a powder bed (metal, sand, ceramic). The binder chemically bonds the powder particles together, layer by layer. After printing, parts require post-processing like sintering (for metals) or infiltration (for sand/ceramics) to achieve final strength.
- Materials: Metals (stainless steel, bronze, copper), sand (silica, zircon), ceramics.
- Applications: Metal parts (often for tooling or functional components), sand casting molds and cores, full-color ceramic models.
- Advantages: Large build volumes, high productivity, cost-effective for larger metal parts or sand molds, no heat distortion during printing.
- Disadvantages: Requires extensive post-processing (sintering, infiltration), parts are porous before post-processing.
Directed Energy Deposition (DED)
DED processes use a focused energy source (laser or electron beam) to melt material as it is simultaneously deposited onto a substrate. Material can be in powder or wire form. The nozzle can move in multiple axes, allowing for repair of existing components or adding features to pre-existing parts.
- Materials: Wide range of metals and alloys (titanium, nickel, stainless steel), often used for repair of high-value components.
- Applications: Repair of aerospace and automotive components, adding features to existing parts, creating large metal structures, cladding.
- Advantages: Ability to repair parts, build large parts, multi-material capabilities, strong metallurgical bonds.
- Disadvantages: Lower resolution than powder bed fusion, requires controlled atmosphere.
The continuous innovation in these diverse technologies underscores the dynamic nature of additive manufacturing. Each method brings unique strengths to the table, expanding the horizons of what can be produced and for what purpose. As materials science advances, we can expect even more specialized processes to emerge, further broadening the applicability of additive manufacturing across industrial sectors.
The Transformative Impact of Additive Manufacturing Across Industries
Aerospace and Defense
The aerospace industry was an early adopter and remains a significant driver of AM development. The pursuit of lightweight, high-performance components is critical for fuel efficiency and operational capabilities. Additive manufacturing enables the creation of complex, organic geometries and internal lattice structures that significantly reduce part weight while maintaining or even increasing strength. Examples include jet engine brackets, turbine blades with intricate cooling channels, and structural components for spacecraft. The ability to consolidate multiple parts into a single, additively manufactured component also reduces assembly time and simplifies maintenance, contributing to the overall reliability and safety of aircraft and defense systems.
Automotive Industry
In the automotive sector, additive manufacturing is accelerating product development cycles and enabling greater customization. It is extensively used for rapid prototyping, allowing designers and engineers to quickly test and iterate on new designs for interior components, engine parts, and aerodynamic elements. Beyond prototyping, AM is increasingly employed for producing specialized tooling, jigs, and fixtures for assembly lines, reducing manufacturing lead times and costs. Furthermore, it facilitates the creation of lightweight components for performance vehicles and niche production runs, as well as customized interior elements and spare parts for legacy models, addressing obsolescence challenges.
Medical and Dental Fields
Perhaps one of the most impactful applications of additive manufacturing lies in healthcare. The ability to create patient-specific devices precisely matched to individual anatomies is revolutionary. This includes custom prosthetics and orthotics that offer superior fit and comfort, surgical guides that enhance precision during complex operations, and even anatomical models for surgical planning and medical education. Dental applications are also booming, with AM used to produce crowns, bridges, aligners, and dental implants with unparalleled accuracy and speed. The integration of advanced materials, driven by progress in Materials Science In Manufacturing, is leading to biocompatible implants and devices that improve patient outcomes and quality of life.
Consumer Goods and Retail
The consumer goods sector leverages additive manufacturing for rapid product development, allowing companies to bring new designs to market faster. It also supports mass customization, where products can be tailored to individual preferences, from shoe insoles to eyewear frames and personalized jewelry. This shift from mass production to “mass personalization” opens new avenues for customer engagement and product differentiation. Furthermore, AM can facilitate on-demand manufacturing, reducing inventory costs and enabling localized production, which aligns with modern agile supply chain strategies.
Industrial Manufacturing and Tooling
Within the broader industrial manufacturing landscape, additive manufacturing is a game-changer for tooling, jigs, fixtures, and molds. Companies can rapidly produce custom tools that optimize production lines, improve ergonomics for workers, and reduce setup times. For injection molding, AM is used to create conformal cooling channels within mold inserts, significantly reducing cycle times and improving part quality. This application directly feeds into the principles of Lean Manufacturing Principles Explained by minimizing waste, reducing lead times, and optimizing processes on the factory floor. The ability to quickly iterate and improve these tools also supports a culture of Kaizen Continuous Improvement Explained, allowing for continuous optimization of manufacturing operations.
Architecture and Construction
While still emerging, additive manufacturing is making inroads into architecture and construction. It is used for creating complex architectural models and prototypes. More ambitiously, large-scale 3D printing is being explored for constructing building components or even entire structures using materials like concrete, offering potential for faster construction times, reduced labor costs, and the creation of highly customized or structurally optimized designs that are difficult to achieve with traditional building methods.
The widespread adoption of additive manufacturing across these diverse sectors highlights its versatility and its potential to drive significant advancements in efficiency, innovation, and customization. As the technology matures and becomes more accessible, its impact is only set to deepen, reshaping the industrial landscape for years to come.
Materials Science and the Evolution of Additive Manufacturing
The capabilities and limitations of additive manufacturing are inextricably linked to advancements in Materials Science In Manufacturing. The “what” of additive manufacturing – the ability to build complex geometries – is only as powerful as the “with what” – the materials available for printing. The evolution of AM from a prototyping tool to a robust production method has been, and continues to be, heavily reliant on the development of new and improved materials tailored specifically for additive processes.
Early additive manufacturing primarily utilized basic polymers, limiting its application to non-functional prototypes. However, intensive research and development in materials science have drastically expanded the palette of printable materials, now encompassing engineering-grade thermoplastics, high-performance metals, advanced ceramics, and sophisticated composites. Each material class presents unique challenges and opportunities for AM:
Polymers
From common thermoplastics like ABS and PLA to high-performance polymers such as PEEK, PEKK, and Ultem, the range of polymer-based materials has broadened significantly. These advanced polymers offer excellent mechanical properties, chemical resistance, and thermal stability, making them suitable for functional prototypes and end-use parts in demanding environments, including aerospace and medical applications. Developments focus on improving interlayer adhesion, reducing warping, and enhancing mechanical isotropy to achieve properties comparable to injection-molded parts.
Metals
The ability to print metals has been a game-changer, propelling AM into critical applications. Stainless steels, titanium alloys, aluminum alloys, nickel-based superalloys, and cobalt-chrome are now routinely processed. The metallurgical complexities are immense, as the rapid heating and cooling cycles inherent in processes like SLM and EBM can lead to unique microstructures, residual stresses, and anisotropic properties. Materials scientists are focused on optimizing powder characteristics (size distribution, morphology, flowability), process parameters (laser power, scan speed, layer thickness), and post-processing heat treatments to achieve desired mechanical properties, fatigue strength, and corrosion resistance. The goal is to produce fully dense, defect-free metal parts with properties that meet or exceed those of conventionally manufactured counterparts.
Ceramics
Printing ceramics offers the potential for components with extreme hardness, high temperature resistance, and excellent chemical inertness. However, ceramics are notoriously difficult to process due to their brittleness and high melting points. Advancements in binder jetting and vat photopolymerization (using ceramic-filled resins) are making strides, allowing for the creation of intricate ceramic parts for applications in electronics, medical implants, and high-temperature industrial equipment. Post-processing, involving debinding and high-temperature sintering, is critical to achieve dense, strong ceramic components.
Composites
The integration of composite materials, such as carbon fiber or glass fiber reinforced polymers, is pushing the boundaries of AM for lightweight, high-strength applications. Continuous fiber reinforcement, where fibers are embedded directly into the polymer matrix during printing, offers significant gains in strength and stiffness, rivaling traditional composite manufacturing. Discontinuous fiber composites are also being developed to enhance the mechanical properties of printed thermoplastics. The challenge lies in ensuring uniform fiber distribution, strong fiber-matrix adhesion, and optimizing print parameters to fully leverage the anisotropic properties of these materials.
Beyond individual material classes, materials science contributes to AM’s evolution through:
- Multi-material Printing: Developing processes and materials that allow for the simultaneous printing of different materials within a single part, creating components with graded properties or integrated functionalities.
- Smart Materials: Research into materials that can respond to external stimuli (e.g., temperature, light, electric fields) for applications in sensors, actuators, and adaptive structures.
- Recyclability and Sustainability: Investigating new materials and processes that reduce environmental impact, including recyclable powders and bioplastics, aligning with broader sustainability goals in manufacturing.
- Characterization and Simulation: Advanced techniques for material characterization and computational modeling are crucial for understanding material behavior during printing, predicting final part properties, and accelerating new material development.
The ongoing synergy between additive manufacturing technology and Materials Science In Manufacturing is a driving force behind the industry’s rapid expansion. As materials become more sophisticated and their processing more refined, the scope of what additive manufacturing can achieve will continue to grow exponentially, unlocking new applications and pushing the boundaries of engineering design.
Integrating Additive Manufacturing with Modern Production Philosophies
Additive manufacturing is not an isolated technology; its true power is unleashed when integrated thoughtfully into a broader manufacturing strategy, particularly when aligned with established production philosophies like Lean Manufacturing and Kaizen Continuous Improvement. Far from being mutually exclusive, AM can act as a powerful enabler for these principles, driving efficiencies and fostering innovation across the value chain.
Additive Manufacturing and Lean Manufacturing Principles Explained
Lean Manufacturing Principles Explained focuses on maximizing customer value while minimizing waste. It identifies seven key forms of waste: defects, overproduction, waiting, non-utilized talent, transportation, inventory, and motion. Additive manufacturing offers compelling solutions to address several of these:
- Reduced Inventory (Waste of Inventory): AM enables on-demand production, meaning parts can be manufactured only when needed, significantly reducing the need for large stockpiles of raw materials or finished goods. This aligns perfectly with Lean’s Just-In-Time (JIT) philosophy, minimizing carrying costs and obsolescence risks.
- Elimination of Tooling (Waste of Defects/Motion/Waiting): For many parts, AM bypasses the need for costly and time-consuming tooling (molds, dies, jigs). This eliminates the waste associated with tool design, fabrication, maintenance, and storage. It also reduces setup times and the potential for defects arising from tool wear or inaccuracy.
- Material Efficiency (Waste of Overproduction/Defects): By building objects layer by layer, AM inherently uses only the necessary amount of material, drastically reducing scrap compared to subtractive methods. This directly tackles material waste and contributes to a more sustainable manufacturing footprint.
- Localized Production and Simplified Supply Chains (Waste of Transportation): AM allows for distributed manufacturing, where parts can be produced closer to the point of need. This reduces transportation costs, lead times, and the environmental impact associated with long-distance shipping, making supply chains more resilient and agile.
- Rapid Prototyping and Design Optimization (Waste of Defects/Non-Utilized Talent): The speed and flexibility of AM facilitate rapid iteration in design. Engineers can quickly print and test multiple versions of a part, identifying and correcting defects early in the design cycle. This empowers design teams to innovate more effectively and reduces the likelihood of costly errors further down the production line.
- Custom Jigs and Fixtures (Waste of Motion/Waiting): AM can rapidly produce custom jigs, fixtures, and ergonomic tools precisely tailored to specific tasks or operators. This optimizes workflow, reduces unnecessary motion, improves safety, and shortens process times on the assembly floor.
By leveraging AM, manufacturers can achieve leaner operations, reducing lead times, cutting costs, and enhancing overall efficiency in a manner fully congruent with Lean principles.
Additive Manufacturing and Kaizen Continuous Improvement Explained
Kaizen Continuous Improvement Explained emphasizes continuous, small, incremental improvements involving everyone from management to the shop floor. Additive manufacturing provides a powerful set of tools to support and accelerate Kaizen initiatives:
- Accelerated Iteration and Feedback Loops: Kaizen thrives on rapid experimentation and learning. With AM, an idea for an improvement (e.g., a better ergonomic tool, a modified part design) can be prototyped and tested physically within hours or days, rather than weeks or months. This dramatically shortens the “plan-do-check-act” (PDCA) cycle, making continuous improvement much more agile and effective.
- Empowering Shop Floor Innovation: Front-line workers often have the best insights into process inefficiencies and potential improvements. Access to AM technology allows them to quickly translate their ideas for custom tools, fixtures, or process aids into tangible solutions, fostering a culture of innovation and problem-solving at all levels.
- Customization for Specific Needs: Kaizen often involves tailoring solutions to specific problems or workstations. AM’s ability to produce highly customized items without additional tooling costs makes it ideal for creating bespoke improvements that precisely address individual pain points, rather than relying on generic, off-the-shelf solutions.
- Visual Management and Prototyping: Physical prototypes generated by AM can serve as excellent visual aids for discussions and problem-solving sessions, making abstract ideas concrete and facilitating communication during Kaizen events.
In essence, additive manufacturing provides the physical manifestation of continuous improvement ideas, acting as a rapid feedback mechanism that accelerates the pace of innovation and empowers teams to implement changes quickly and effectively. As we look towards 2026, the synergy between AM, Lean, and Kaizen will only deepen, driving manufacturing excellence and adaptability in an increasingly complex global market.
Challenges and the Future Landscape of Additive Manufacturing
While the trajectory of additive manufacturing is undeniably upward, its path to widespread industrial adoption is not without challenges. Understanding these hurdles and the ongoing efforts to overcome them provides insight into the future landscape of this transformative technology. By 2026, significant progress is anticipated in several key areas.
Current Challenges
- Cost and Speed for Mass Production: For true mass production of simple parts, traditional manufacturing methods often remain more cost-effective and faster. AM excels in complexity and customization, but its unit cost and build speed for high volumes can still be prohibitive.
- Material Limitations and Performance: Despite advancements, the range of qualified materials for AM is still narrower than for traditional methods, especially for specialized alloys or composites. Ensuring consistent material properties and performance across builds and machines remains a challenge.
- Post-Processing Requirements: Many AM processes require significant post-processing steps, including support removal, surface finishing, heat treatment, and infiltration. These steps add to the overall cost, lead time, and complexity of the manufacturing workflow.
- Quality Assurance and Repeatability: Guaranteeing consistent part quality, dimensional accuracy, and mechanical properties across different machines, materials, and operators is critical for industrial applications. Developing robust in-situ monitoring and closed-loop control systems is an active area of research.
- Design for Additive Manufacturing (DfAM) Expertise: Fully leveraging AM’s capabilities requires a specialized design philosophy that accounts for layer-by-layer construction, material properties, and process limitations. A shortage of skilled DfAM engineers can hinder adoption.
- Intellectual Property and Data Security: The digital nature of AM makes design files susceptible to theft or unauthorized replication, posing significant IP challenges.
The Future Landscape of Additive Manufacturing Towards 2026 and Beyond
The additive manufacturing industry is rapidly addressing these challenges, driven by continuous innovation and increasing investment. By 2026, we can expect to see several transformative trends:
- Increased Speed and Throughput: Next-generation AM machines will feature larger build volumes, multi-laser/multi-head systems, and more efficient energy sources, significantly increasing production speed and throughput, making AM more competitive for medium-volume production.
- Broader Material Portfolio and Advanced Properties: Breakthroughs in Materials Science In Manufacturing will lead to a wider array of high-performance polymers, metals, ceramics, and multi-material composites. Expect materials with enhanced fatigue resistance, improved surface finish, and tailored functional properties (e.g., conductive, biocompatible, self-healing).
- Automation and Post-Processing Integration: The entire AM workflow, from pre-processing (design optimization, print preparation) to post-processing (support removal, surface finishing, quality inspection), will become increasingly automated and integrated. Robotic systems will handle parts post-build, reducing manual labor and improving consistency.
- Hybrid Manufacturing Systems: The convergence of additive and subtractive manufacturing within a single machine will become more prevalent. These hybrid systems can build complex geometries additively and then precisely machine critical surfaces, combining the strengths of both approaches.
- AI and Machine Learning Integration: Artificial intelligence and machine learning will play a crucial role in optimizing print parameters, predicting part performance, detecting defects in real-time, and accelerating new material development. This will enhance process control, reliability, and part quality.
- Standardization and Certification: As AM matures, industry standards for materials, processes, and part qualification will become more established, boosting confidence in AM-produced parts for critical applications in aerospace, medical, and automotive sectors.
- Distributed and On-Demand Manufacturing Networks: The rise of digital manufacturing and the enhanced capabilities of AM will foster robust distributed manufacturing networks. Companies will leverage regional AM hubs to produce parts closer to the point of use, optimizing supply chains and enhancing resilience against disruptions.
- Sustainability Focus: AM’s inherent material efficiency and potential for localized production align well with sustainability goals. Future developments will increasingly focus on reducing energy consumption, utilizing recycled materials, and minimizing waste throughout the entire AM lifecycle.
The journey of additive manufacturing is far from over. As technology evolves and integrates more deeply with digital transformation, it will continue to redefine manufacturing possibilities. By 2026, additive manufacturing will have solidified its position not just as a niche technology, but as a fundamental pillar of modern, agile, and resilient manufacturing strategies, driving innovation and efficiency across industries worldwide.
Frequently Asked Questions
What is the primary difference between additive and subtractive manufacturing?▾
What types of materials can be used in additive manufacturing?▾
What are the main advantages of using additive manufacturing?▾
What industries are most impacted by additive manufacturing?▾
How does additive manufacturing relate to Lean Manufacturing and Kaizen?▾
What are the future trends expected in additive manufacturing by 2026?▾
Recommended Resources
For more on what is additive, see Career Change Guide For Professionals on Diaal News.
You might also enjoy Mental Health Support For New Parents from Protect Families Protect Choices.
What is Additive Manufacturing According to ISO/ASTM?
Additive Manufacturing (AM), as defined by ISO/ASTM 52900, refers to the process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing methodologies. It is an umbrella term encompassing various technologies, including the commonly known 3D printing, which is often used in consumer contexts, whereas AM is more prevalent in industrial applications.
The ISO/ASTM process taxonomy categorizes AM into seven canonical categories:
- Material Extrusion: Involves the extrusion of material through a nozzle.
- Vat Photopolymerization: Uses light to cure liquid photopolymer resin.
- Powder Bed Fusion: Fuses powder material using a heat source.
- Binder Jetting: Uses a liquid binding agent to bond powder particles.
- Material Jetting: Deposits droplets of material which are then cured.
- Directed Energy Deposition: Uses focused energy to melt material as it is deposited.
- Sheet Lamination: Bonds sheets of material to form an object.
Decision Matrix: AM vs CNC vs Injection Molding vs Casting
| Attribute | Additive Manufacturing | CNC | Injection Molding | Casting |
|---|---|---|---|---|
| Cost Initial | Low | Medium | High | Medium |
| Cost per Piece | High | Low | Low | Medium |
| Complexity | High | Medium | Low | Medium |
| Lead Time | Short | Medium | Long | Long |
| Batch Size Ideal | Small | Medium | Large | Large |
| Tolerances | Variable | High | High | Medium |
| Waste | Low | High | Medium | Medium |
| Customization | High | Medium | Low | Low |
The Real AM Production Workflow in 2026
To fully leverage additive manufacturing in 2026, understanding the complete production workflow is essential:
- Design for Additive Manufacturing (DfAM): Optimize designs for AM capabilities, considering support minimization, orientation, and part consolidation.
- CAD Model Creation: Develop a digital 3D model using CAD software.
- File Preparation: Convert the CAD model into a suitable file format (STL/3MF).
- Slicing: Use software to slice the model into layers, generating a path for the printer.
- Print Preparation: Set up the machine with the appropriate material and parameters.
- Building: The machine constructs the object layer by layer.
- Post-Processing: Includes depowdering, support removal, curing, and surface finishing.
- Inspection and Qualification: Ensure the part meets quality standards through dimensional checks and testing.
By integrating these steps, additive manufacturing becomes a robust tool for producing certified parts ready for industrial use.
From Our Network
- co-parenting strategies after divorce (en Protectfamiliesprotectchoices)
- benefits of reading books daily (en Diaalnews)